
H13鋼模塊橫向沖擊功不合格原因
針對熱作模具鋼H13模塊橫向沖擊功未達到設計要求的問題,采用掃描電鏡、顯微鏡觀察等方法對樣品進行了分析。結果表明:沖擊試樣斷口斷裂源區呈沿晶斷裂特征,退火態顯微組織為球粒狀珠光體,局部可見球狀碳化物呈鏈狀分布,熱處理狀態下,局部可見碳化物呈網狀分布;網狀碳化物是導致H13鋼模塊沖擊功未達到設計要求的主要原因,改善鍛造工藝可提高H13鋼模塊的沖擊性能。
H13熱作模具鋼具有良好的熱強性、抗冷熱疲勞性能及耐液態金屬沖蝕性,被廣泛用于熱擠壓模具、鋁合金壓鑄模具等各類模具中[1]。由于模具在使用過程中需要承受較大的沖擊力,因此沖擊性能決定了模具的使用壽命。隨著汽車行業的發展,汽車支架、離合器、油底殼等零部件的生產主要采用壓鑄工藝[2,3,4,5]。高壓和高速填充壓鑄模型腔是壓鑄的兩大特點,相對擠壓模具來說,壓鑄模具在生產過程中需要承受的沖擊功更大,尤其是制造較大的零部件時,對模具鋼的質量要求更高。采用常規工藝生產的H13鋼棒材及尺寸相對較小的模塊制作擠壓模具,其壽命可以達到預期效果。
某廠某批次H13鋼模塊的生產工藝流程為鐵液預處理→20 t電爐冶煉→LF爐(鋼包精煉爐)精煉→VD爐(真空精煉爐)真空處理→澆鑄成16 t鑄棒→16 t氣體保護電渣爐重熔16 t鋼錠→鋼錠退火→加熱(1 180 ℃,20 h)→45 MN快鍛開坯/成材(斷面規格為400 mm×500 mm)→退火→無損檢測→取樣檢驗。在進行鋼板的沖擊功檢驗時,發現沖擊性能沒有達到預期目標,為了找出沖擊性能偏低的原因,筆者對材料進行了分析,找出沖擊功不合格的原因,為后續的生產提供了改進依據。
1 理化檢驗
1.1 化學成分分析
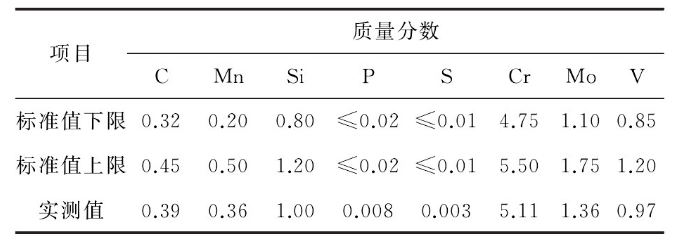
檢測沖擊功不合格H13鋼模塊的化學成分,結果如表1所示,滿足GB/T 1299-2014 《工模具鋼》標準的要求。
表1 H13鋼的化學成分 %
1.2 沖擊性能檢驗
選擇橫向無缺口的沖擊試樣進行沖擊性能檢測。在模塊中心部位取樣,制成毛坯后再進行淬火、回火處理,然后機加工至最終樣品尺寸。檢測3個試樣,沖擊試樣尺寸為55 mm×10 mm×7 mm。沖擊性能好的試樣的沖擊功可達到300 J以上,沖擊性能差的試樣的沖擊功不到100 J。
1.3 沖擊試樣斷口掃描電鏡分析
沖擊試樣經過超聲波清洗后,采用FEI QUANTA 400F型掃描電鏡對其斷口進行分析。對于沖擊功未達到預期目標的試樣,其斷口整體較平整,放大觀察后,發現斷裂源區域可見不同程度的沿晶斷裂特征,沖擊功較高的試樣沿晶斷裂區域面積較小;反之,沖擊功較低試樣的沿晶斷裂區域面積較大。沖擊功達到預期目標試樣的斷口微觀形貌為軔窩,未見沿晶開裂。斷口未見大型夾雜物等缺陷。沖擊功較低和較高試樣的斷口微觀形貌如圖1,2所示。一般來說,斷口出現沿晶特征是晶界的一種表現形式[6]。
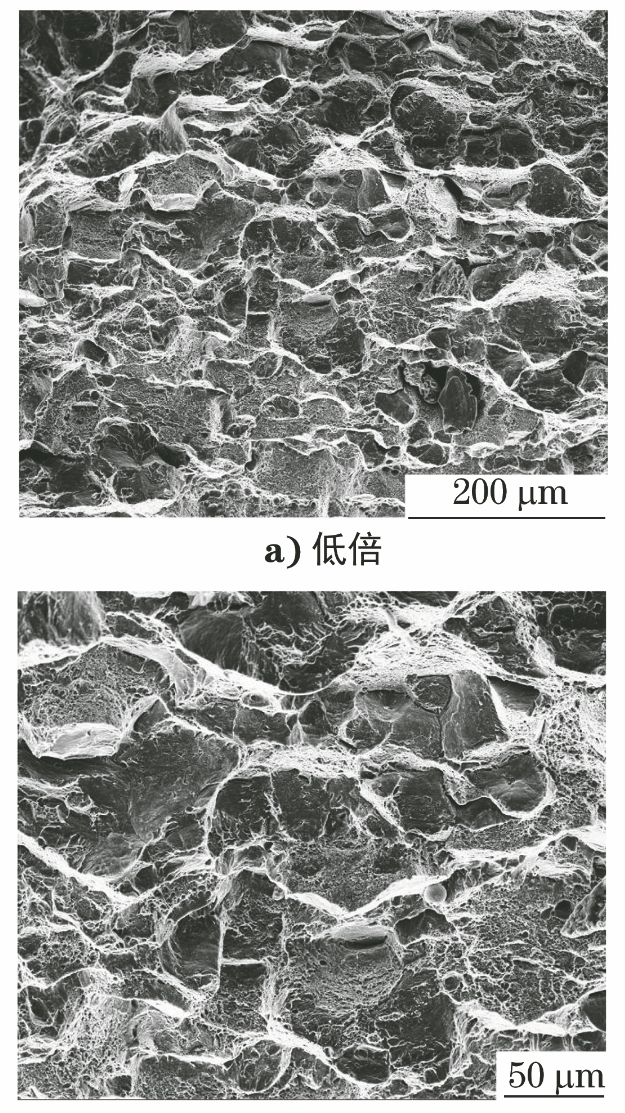
圖1 沖擊功較低試樣的斷口微觀形貌
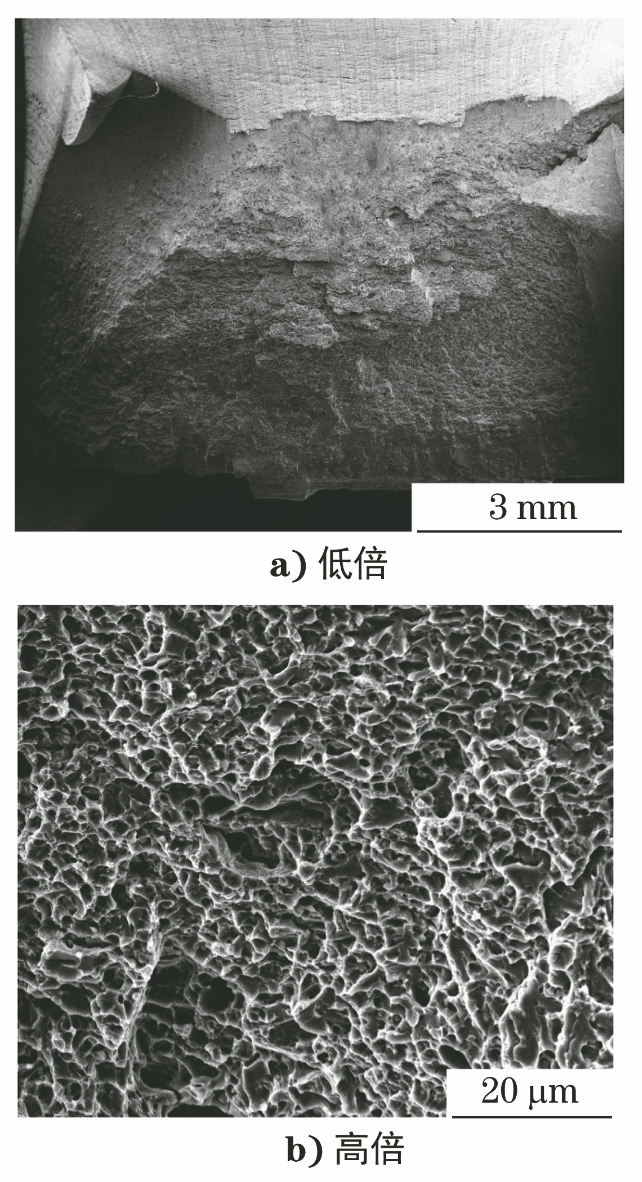
圖2 沖擊功較高試樣的斷口微觀形貌
1.4 金相檢驗
直接磨拋沖擊試樣斷口面后,經硝酸酒精浸蝕,采用金相顯微鏡觀察,發現沖擊功較低試樣的局部晶界明顯,可見碳化物在晶界聚集和明顯的帶狀特征,未見大尺寸的一次碳化物。取沖擊功較低的同批次退火態試樣,經磨拋、硝酸酒精浸蝕后,用金相顯微鏡觀察,組織為球粒狀珠光體,局部可見球狀碳化物呈鏈狀分布,未見明顯碳化物聚集現象,說明冶煉過程中的偏析處于正常水平,沖擊功較低試樣的顯微組織形貌如圖3所示。
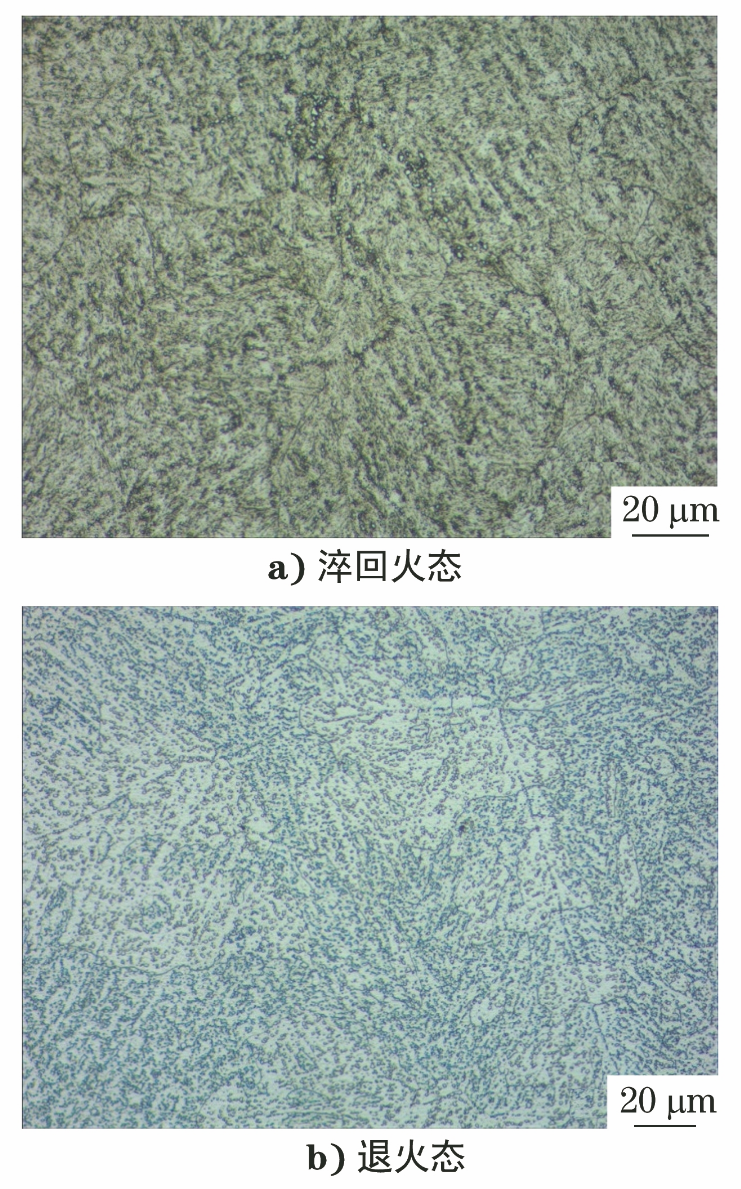
圖3 沖擊功較低試樣斷口處的顯微組織形貌
對于沖擊功較高的試樣,其淬回火態的組織為均勻的回火馬氏體組織,未見明顯的晶界碳化物;對應的退火態組織為均勻的球粒狀珠光體,未見碳化物聚集成網狀現象(見圖4)。
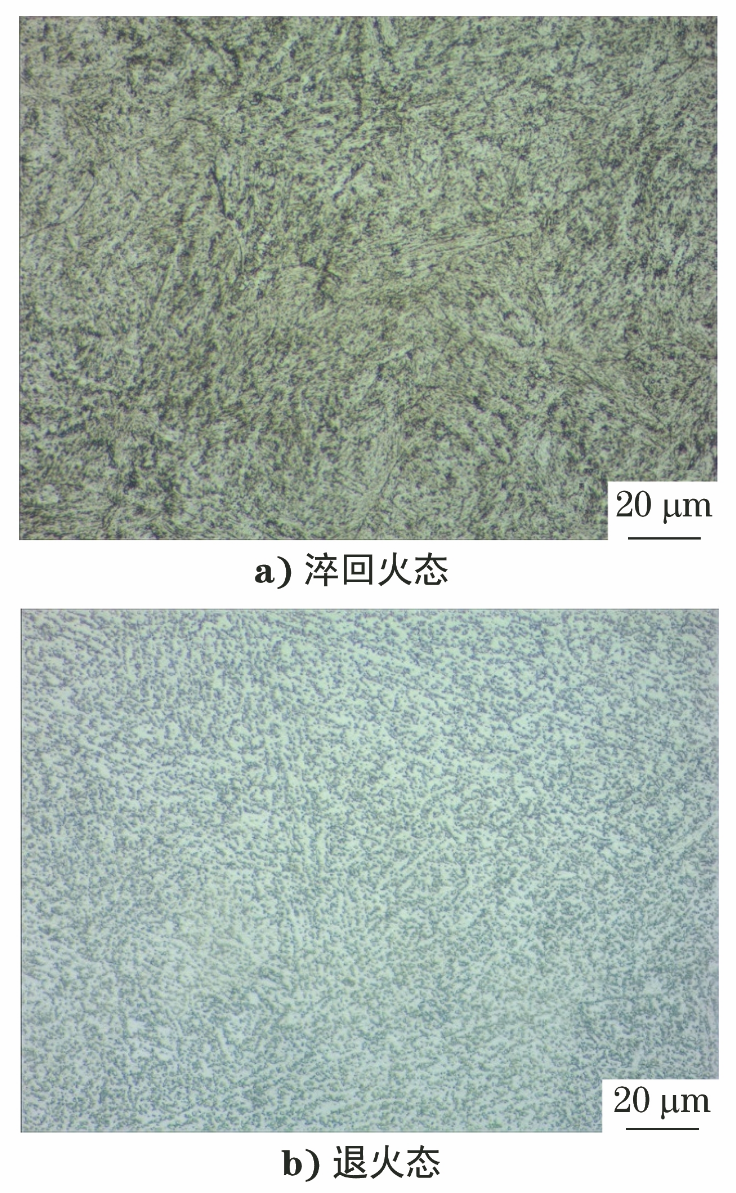
圖4 沖擊功較高試樣斷口處的顯微組織形貌
2 綜合分析
通過電渣重熔冶煉的H13鋼的化學成分滿足標準GB/T 1299—2014要求,根據組織觀察,發現其沒有明顯的碳化物聚集及帶狀偏析現象,斷口上未見明顯的非金屬夾雜物,說明冶煉過程控制正常。
根據沖擊斷口的微觀形貌及金相組織分析,沖擊功較低試樣的斷口呈現沿晶特征,組織中明顯有網狀碳化物,沖擊功較高試樣的斷口為韌窩形貌,組織均勻。由于鋼材晶界比較薄弱,因此承受沖擊載荷時會形成沿晶斷口。二次碳化物沿晶界析出是沖擊韌性低的主要原因。研究表明[7],H13鋼中碳化物主要為V8C7,Cr23C6和Cr3C2(Cr2VC2)。受鍛造加熱不充分、鍛后冷卻控制不當等因素的影響,這些碳化物極易在晶界上聚集,弱化晶界,從而降低鋼材的沖擊韌性。盡量避免二次碳化物沿晶界析出是提高H13鋼沖擊性能的關鍵因素。
只要嚴格控制鍛造前加熱溫度及鍛造后冷卻速度,就可有效改善該鋼種網狀碳化物的析出[8,9,10]。高溫均勻化、增加鍛造過程變形量、降低終鍛溫度等可使鋼中碳化物充分細化并彌散分布,有利于抑制二次碳化物沿晶界析出。H13鋼經過高溫均勻化處理后,冶煉凝固過程中形成的成分偏析能得到有效改善,碳化物及雜質在晶界上偏聚傾向減弱。鍛后快速冷卻工藝可有效預防鋼材中粗大或者網狀碳化物的析出,避免組織中二次碳化物沿晶界析出形成碳化物鏈。鍛后快速冷卻再退火工藝可使鋼材形成均勻的球粒狀珠光體組織。只要增加鍛造過程中的變形量,并采用較大應力破碎粗大的鑄態組織及不穩定的共晶碳化物,就可改善鋼材內部組織。條件允許的話,可以采用鐓拔鍛造工藝來進一步改善H13鋼的組織,以提高其性能[11,12]。
3 結語及建議
(1) 電渣重熔冶煉的H13鋼橫向沖擊性能達不到預期目標的主要原因為鍛造環節控制不當,經過熱處理后,二次碳化物沿晶界析出,弱化了晶界。只要避免二次碳化物沿晶界析出成網,就可有效提高H13鋼模塊的橫向沖擊韌性。
(2) 采用高溫均勻化處理,增加鍛造變形量、提高鍛后冷卻速度等工藝,并盡量降低偏析、避免碳化物沿晶界析出,可有效增強H13鋼的沖擊韌性。



推薦文章
- 使用恒日盛進口H13模具鋼,模具壽命穩定
- D2模具鋼性能、用途
- 不是所有的直角鋼都叫精制鋼
- H13模具鋼抽芯生產中頻繁發生斷裂的原因
- 【H13模具知識】沖壓模具基本結構
- 大型H13外套經淬火+兩次回火,熱裝后脆性
- H13鋼材的化學成分及性質
- 模具鋼淬火中縱向裂紋出現的原因
- 什么是彈簧鋼?
- 模具表面有軟點是怎么回事



 掃一掃微信,快速報價
掃一掃微信,快速報價